1963 - 1982 Corvette: Rotor Bearing Installation
Estimated Reading Time: 3 Minutes Submitted by: GTR1999
Since this topic is another one that always comes up I figured I’d post some pictures of the job I was doing for a forum buddy.
This job is rebuilding the front spindles and installing new stock rotors. As a lot of you know I don’t rivet or recommend lug nuts to hold the rotor in position. These rotors are new aftermarket. I could have just bolted them on the hubs and cut them on a brake lathe but I don’t want to remove material from them if I can help it. There is only .035" between new and junk so why cut them if you can dial them in with a shim or two?
This post will consist of pictures from two different jobs but the procedure is the same.
Here we have a rotor in typical used condition. Notice I already started on the rivets.

Here I have the rivets out and the rotor off. I drilled down just below the thickness of the rivet flange with a 5/16 bit. Then I use a cold chisel 90* across the head to cut it in half.

The rotor hat needs to be countersunk to use 3/8-24 socket flat heads.

Here is my finished 72 assembly, look at the grease cap. It is the original GM one.

Here is the cap on the spindles I’m now doing. Not the same.

The cap’s inner radius is tighter. I wondered why the bearings were getting snug after I set them up and installed the cap. The cotter pin was hitting the narrow inside angle and dragging. I installed a new pin and fit it under the cap with no drag.

These are the only bearings I use. I think they’re still made in the USA- but for how long? Several times this year I opened up front and rear bearings that were supposed to have new Timkens installed only to find imported no name bearings.
Regardless if new or used clean up and grind flat the area around all the holes. This is the mating surface on the rotor.

Notice the flat heads don’t protrude beyond the tapped hole.

Here is the hub flange. Tapped 3/8-24 and the holes ground. Notice the turning lines still in the flange, there was no rust on this 35 year old part. The runout with the new rotor was .008" to start.

With the rotor bolted on and the bearings set to .001-.002 endplay I setup the indicator. I had to shim one location to get it just under .002" total runout. It’s closer to .0015" but I marked it at .002’.
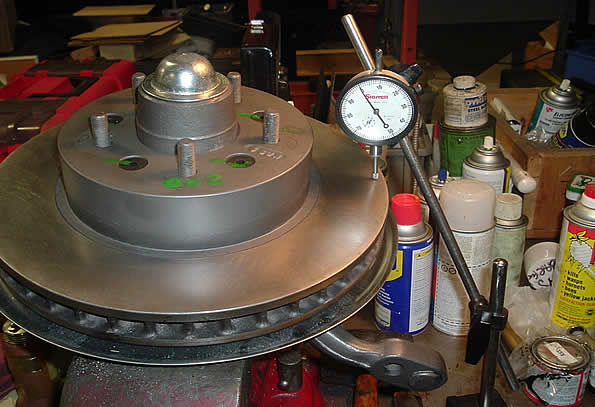
Here is the finished job. The green paint witness marks the rotor to hub location.

Here is the shim kit and punch kit I use. They are available from any industrial or bearing supplier. I think I got these from either MSC or McMaster both are online.
DISCLAIMER: This How-To article contains information from other Corvette owners and enthusiasts that are members of the Corvette Action Center forums. Any information used from this How-To section is used at your own risk. Although we do our best to screen and verify the information provided here, the Corvette Action Center is not responsible for any inaccuracy in this How-To section. Always consult your service manual and/or a qualified automotive service technician before conducting any type of automotive repairs or modifications on your own. For further information, please review our Legal Disclaimer.